

QL Pump
From the Q-Pump Series
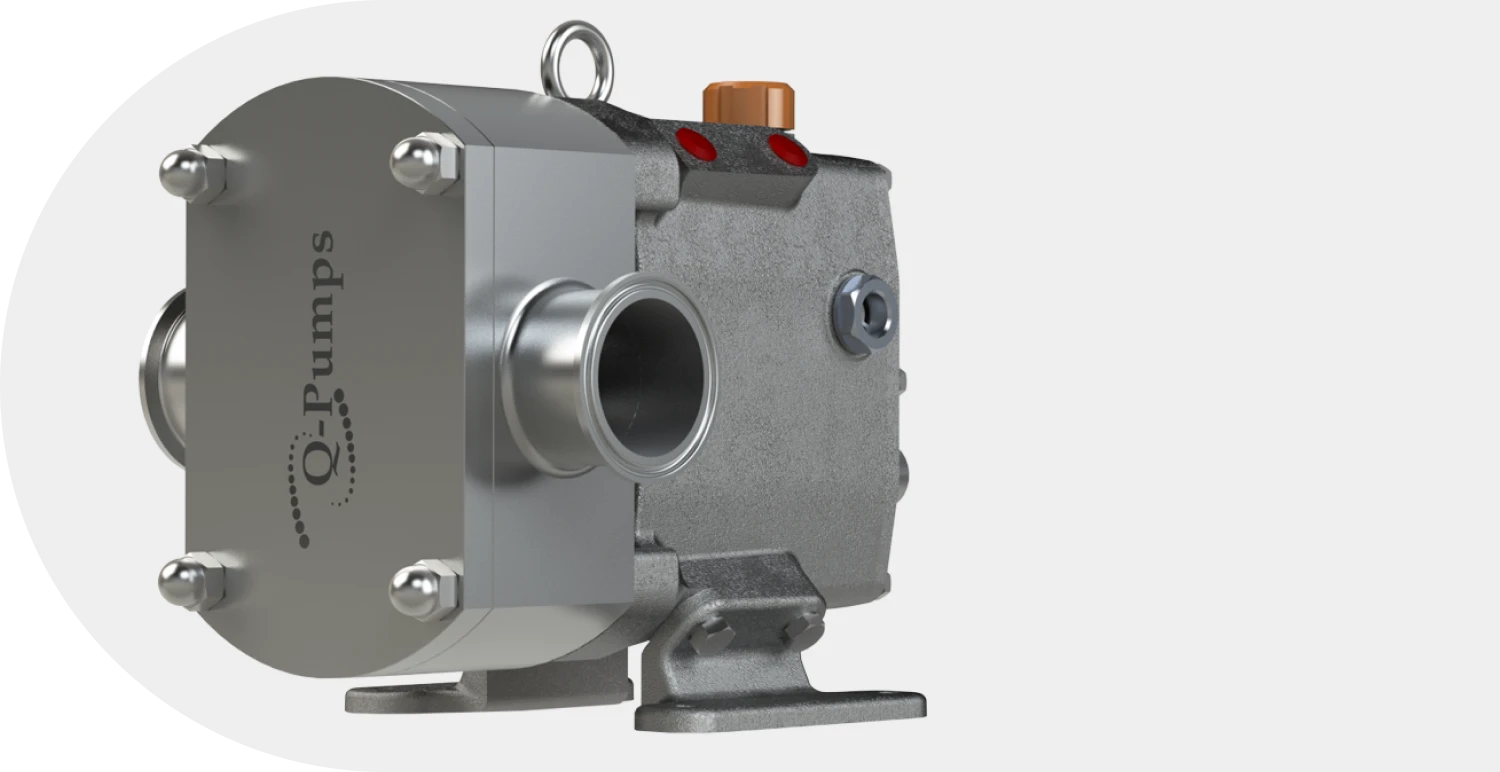
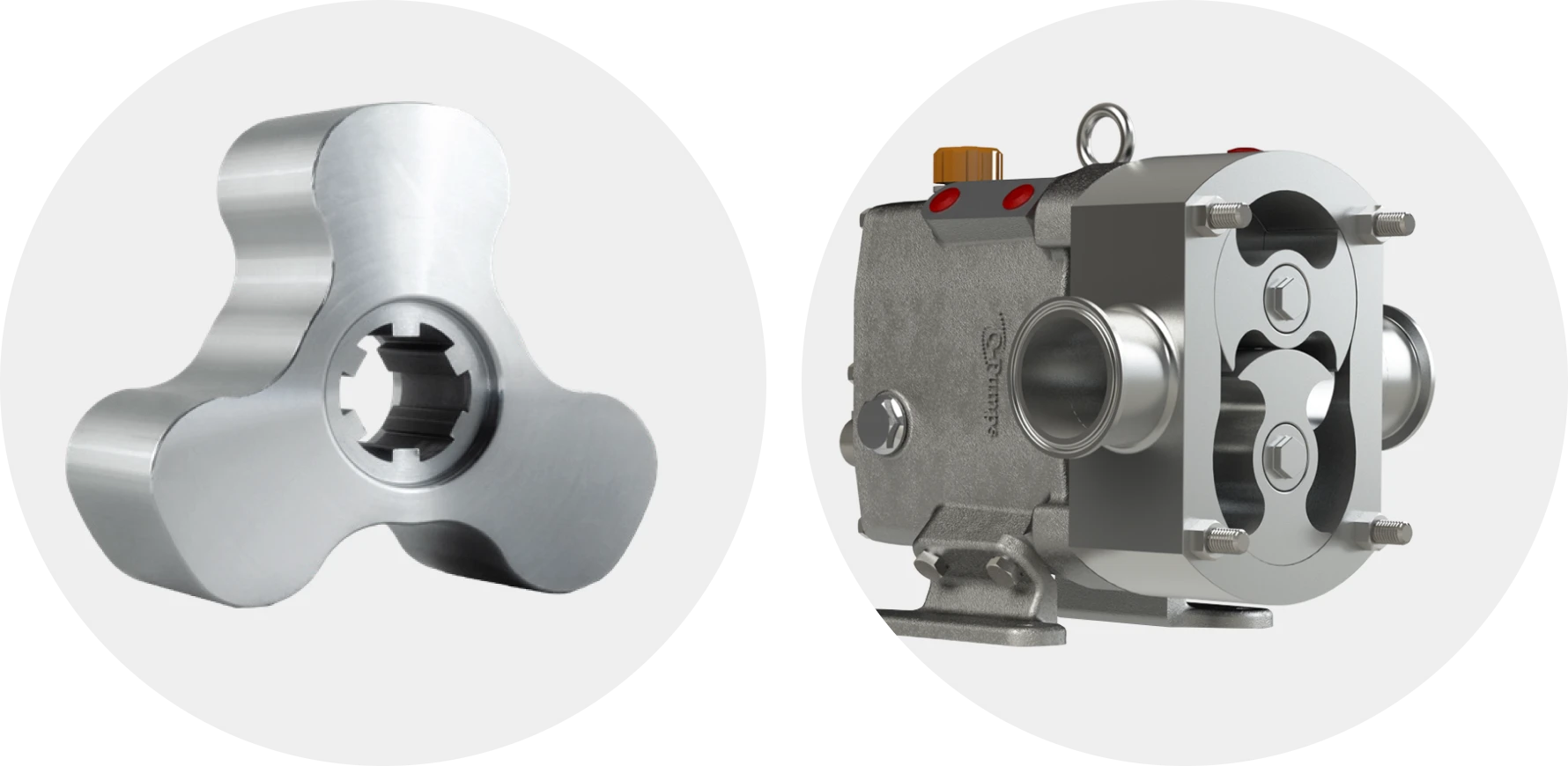
High performance rotary lobe pumps
The QL Pump from Q-Pumps is an economically engineered rotary lobe pump, specifically designed for handling viscous substances while adhering to stringent hygienic standards. With 3A certification and EHEDG compliance, it is perfectly suited for the demanding requirements of the food, cosmetic, and pharmaceutical industries.



QL Pump usages and design
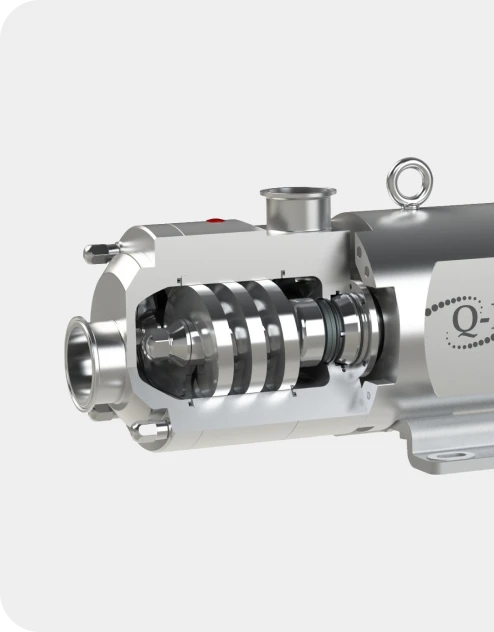
The QL positive displacement pump is known for its simplicity in maintenance, cost-effectiveness, and excellent CIP capabilities. The front-loading seal design simplifies maintenance procedures, eliminating the need to dismantle piping. Simply uncover and access the rotors for quick servicing.
QL Pump characteristics
Characteristics
-
Seal types: Four different seal types to match each application
-
Standard seal material: Tungsten Carbide vs. Tungsten Carbide
-
Connections: Clamp (standard), SMS, Bevel Seat, DIN, and Brida available
-
Different rotor options: Bi-wing, Single-wing, Tri-lobe, Multi-lobe
-
Design: Bearing box available in cast iron or stainless steel
Technical characteristics
-
Max Flow: 864 lpm
-
Max Viscosity: up to 1,000,000 cP
-
Max Pressure: 20 bar
-
Max Temperature: 149°C
Multiple rotor type options for different usages
-
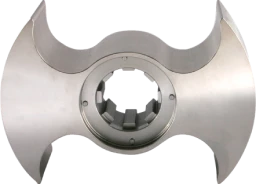
Bi-Wing Rotor
-

Tri-Lobe Rotor
-

Multilobe Rotor
-

Single-Wing Rotor
Advantages of using QL Pumps
Advantages
-
Its front access provides quick cleaning and less downtime
-
Four different types of seals for each application
-
Heating jacket in front cover and casing for better temperature control
-
Hardening options available for abrasive products
Advance Pump Systems: the exclusive distributor of Q-Pumps in Australia
Advance Pump Systems is the exclusive distributor of Q-Pumps in Australia, providing unparalleled access to these high-quality products. Discover more about the Q-Pump series, including the industrial mixer QIM and QDB Pumps. Get the most powerful and useful pumps with us.