

Industrial pumps are vital in a broad range of applications across industries, from chemical processing and oil & gas to water treatment and food manufacturing. Selecting the right pump is essential for optimising performance, ensuring reliability, and maintaining operational efficiency.
At Advance Pump Systems, we provide a detailed technical overview of four key types of industrial pumps: Positive Displacement Pumps, Centrifugal Pumps, Mixers, and Drum Discharge Pumps. Each of these pump types plays a specific role in industrial systems, and understanding their design, operation, and ideal applications is critical for optimal fluid handling.
At Advance Pump Systems, we provide a detailed technical overview of four key types of industrial pumps: Positive Displacement Pumps, Centrifugal Pumps, Mixers, and Drum Discharge Pumps. Each of these pump types plays a specific role in industrial systems, and understanding their design, operation, and ideal applications is critical for optimal fluid handling.
Positive Displacement Pumps (PD Pumps)
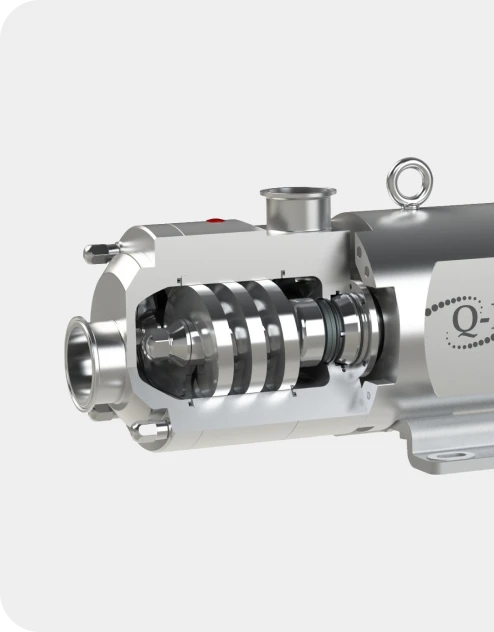
Positive displacement pumps (PD pumps) operate on the principle of trapping a fixed volume of fluid and forcing it through the discharge pipe. Unlike centrifugal pumps, PD pumps deliver a constant flow rate, regardless of system pressure changes. This makes them ideal for applications requiring precise and consistent flow, particularly when dealing with high-viscosity fluids or where accurate metering is necessary.
Operating Principle
The primary function of PD pumps is to transfer a specific volume of fluid with each cycle. This can be achieved through various mechanisms, including rotary and reciprocating designs.
Applications of Positive Displacement Pumps:
- Food and Beverage: Ideal for handling viscous products such as oils, syrups, and creams, where consistent flow and minimal shear are important.
- Oil and Gas: Used for transferring high-viscosity liquids, such as crude oil or asphalt, as well as for pumping slurries and emulsions.
- Pharmaceuticals: PD pumps ensure precise dosing of pharmaceutical ingredients and are widely used in vaccine production and other sensitive applications.
- Chemicals: Ideal for chemical dosing and transfer in industrial processes.
- Water Treatment: Used for precise dosing of chemicals in water treatment plants.
Due to their ability to provide a constant flow, PD pumps are ideal for applications where fluid volume and consistency are critical, making them indispensable in metering and high-viscosity
fluid transfer.
fluid transfer.
Centrifugal Pumps
Centrifugal pumps are one of the most commonly used types of industrial pumps, especially in applications involving the transfer of large volumes of liquids at relatively low pressures. The pump operates on the principle of centrifugal force, where a rotating impeller accelerates the fluid, converting mechanical energy into kinetic energy. This energy is then transformed into pressure, propelling the fluid through the system.
Operating Principle
Centrifugal pumps consist of a rotating impeller housed within a casing. When the impeller rotates, it creates a centrifugal force that pushes the fluid outward, from the centre of the pump to the outer edges. This action increases the velocity of the fluid, which is then directed through the discharge pipe. The pressure generated depends on the speed of the impeller and the system’s resistance to flow.
Applications of Centrifugal Pumps:
- Water and Wastewater Treatment: Extensively used in municipal and industrial water treatment plants for moving large volumes of water, sewage, and other liquids.
- Oil and Gas: Employed for transferring crude oil, refined products, and water in various stages of production.
- Power Generation: Used in cooling and circulating systems within power plants.
- Food and Beverage: Used to transfer non-viscous liquids such as water and juice in food production.
Centrifugal pumps are typically used in applications that require the handling of low-viscosity fluids at high flow rates. Their simplicity, reliability, and low maintenance requirements make them a popular choice in industries such as water treatment, oil and gas, and power generation.
Mixers (Industrial Mixers)
Industrial mixers are designed to combine, blend, or agitate multiple materials, often to ensure homogeneity in the final product. While not a traditional pump in the conventional sense, mixers are integral to many industrial systems for fluid handling. They are commonly used for blending liquids, suspending solids, or creating emulsions and are critical in industries such as food processing, pharmaceuticals, and chemical manufacturing.
Operating Principle
Mixers typically use mechanical energy to facilitate the mixing process. The most common types of industrial mixers include in-line and high-shear mixers and blenders. The design of the mixer depends on the specific requirements of the application, including factors such as viscosity, the nature of the materials being mixed, and the desired mixing intensity.
In rotary mixers, a rotating shaft with blades or paddles creates motion within the tank, promoting fluid flow and material mixing. High-shear mixers utilise a fast-rotating impeller to generate high shear forces, which are ideal for emulsifying or homogenising thick and viscous fluids.
Applications of Industrial Mixers:
- Chemical Processing: Mixing chemicals and reagents to create homogenous solutions, emulsions, or suspensions.
- Food and Beverage: Used for blending ingredients, emulsifying oils, and suspending solids in products such as sauces, dairy products, and beverages.
- Pharmaceuticals: Ensuring uniformity in drug formulations and suspensions, particularly in the creation of ointments or liquid medicines.
- Cosmetics: Mixing creams, lotions, and emulsions for cosmetic products.
Mixers are essential when precise blending or emulsification is required, and they are often used in tandem with pumps to move fluids through the mixing process.
Drum Discharge Pumps
Drum discharge pumps are specialised pumps designed to transfer liquids from drums or barrels into larger storage systems, processing equipment, or pipelines. These pumps are used for the handling of highly viscous liquids, chemicals, or food-grade products, frequently in the pharmaceutical, chemical, or food industries.
Operating Principle
Drum discharge pumps typically operate using a positive displacement mechanism or a centrifugal mechanism, depending on the type of fluid being transferred. Positive displacement drum unloaders are preferred for high-viscosity fluids as they provide consistent, accurate flow. These pumps may use a gear, screw, or diaphragm system to ensure the effective transfer of liquid from the drum to the desired location.
For lower-viscosity fluids, centrifugal drum unloaders can be used, but they are generally less effective for thick or sticky liquids.
Applications of Drum Discharge Pumps:
- Food and Beverage: Commonly employed to unload products like oils, syrups, and other viscous ingredients from drums or totes into production systems.
- Pharmaceuticals: Ensures the safe transfer of pharmaceutical liquids from drums to storage or processing units.
- Chemical Processing: Used to handle a wide range of chemicals, including adhesives, lubricants, and resins.
- Cosmetics: Assists in transferring ingredients in bulk for cosmetics manufacturing.
Drum discharge pumps are ideal for applications where fluid is stored in drums or barrels, particularly when dealing with viscous or high-value materials that require precise handling.
Select the Right Type of Industrial Pump for Your Industry
Selecting the correct type of industrial pump is crucial for ensuring efficiency and reliability across various applications. Positive Displacement Pumps, Centrifugal Pumps, Mixers, and Drum Discharge Pumps each offer unique advantages depending on fluid type, application requirements, and operating conditions.
At Advance Pump Systems, we understand the critical importance of pumps in various industrial processes. That’s why we focus on ensuring the reliability and efficiency of our pumps to meet your needs.